大家好,我是益至讲坛的小编,欢迎大家阅读本期益至讲坛的内容。我们欢迎工厂企业带着问题来参与我们每周六开展的免费精益研讨沙龙。
- 1 -
在现场改善里,IE七大手法广被现场管理者热捧,而在这七大手法中有一项可谓是屡试不爽,面面适用,那就是五五法,五五法本意是通过对问题反复多次提出质疑,才能将问题的根本原因发掘出来,简单说就是“打破砂锅问到底”的精神。
- 2 -
五五法即5*5W1H(5*5何法),“5W1H”是一种寻找问题根源和寻求改善的系统化质问工具。“5”代表对问题的质疑不只问一次而是多问几次,不是刚好问5次,可多可少。5W1H分别代表Where、When、What、Who、Why、How,取他们的首字母,分别是指:Where,何处,在什么地方;When,何时,在什么时候;What,何者,是什么东西;Who,何人,是什么人做;Why,为何,为什么如;How,如何,怎么做的。
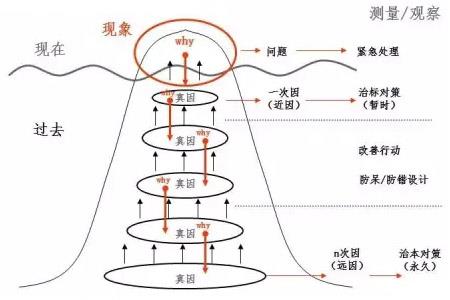
我们学习五五法的目的就是熟练掌握系统质问的技巧,来发掘问题产生的根本原因和创造可能的改善途径和机会。通过五五法我们通过测量和观察,能够发现到现在存在的现象问题,然后制定出紧急处理的方案。同时通过深入的询问探讨,发现过去存在的真因,针对一次因(近因) 制定暂时的治标对策,然后更加深入的进行开展防呆防错设计的改善行动,直到发现 N次因(远因),制定出永久的治本对策为止。
- 3 -
五五法的应用范围:5W1H对于改善的作用非常明显,特别是对某些特别的问题可使用五五法的特定质疑去发掘根本原因。5W1H可以应用在制造业、运输业、软件行业等等,它适用于各行业不同地点的任何工作。只要有问题存在,就可以运用5W1H去发掘问题的根本原因(n次因)。
在使用五五法时,我们应该抱有质疑的态度,因为改善的前提是发现问题,而发现问题依赖与怀疑的态度。但这种怀疑并不仅仅是笼统的抽象思维,它是系统的、循序渐进的,而且有具体方向的怀疑。
下面给大家分享一个故事:某工厂的一台设备在运行过程中突然出现问题发生了停机事故,他们公司的设备维修人员在对设备进行检查后,发现是一个电阻出现了问题,然后在换了一个电阻之后,设备很快就回复正常使用了。
但是在过了没有多久,该设备又发生停机事故了,这次来了一位老师傅,他发现设备停机的问题还是因为电阻损坏的问题,但是老师傅认为这不只是换电阻就能够解决的,必定有其他的原因造成的。
所以,他重新检查,发现了电流过高的现象,因而造成电阻无法负荷而烧坏。但是为什么电脑过高了?他再继续探讨,原来设计的电流就比电阻可容忍的电流量高,所以很显然,问题的根源是在设计的问题上,没有设计周到,所以他把这个问题反映给制造工厂。后来他们经过重新设计改变了电流的流量,终于彻底解决了问题。
这个故事给了我们一个启示,那就是对一个问题的探讨,必须深入,不要只看表面的现象就采取措施,必须要有“打破砂锅问到底”的精神,一而再,再而三,多问几次“为什么是这样?为什么不是这样?为什么······?”,只有这样我们才可以发掘出问题真正的根源。问题总是埋藏在深处!
另一个启示就是在运用5W1H质问时,最重要的是要有充分的精神准备——完全把握问题的真实现象,并且持之以恒的深入思考,不解决问题绝不放弃,要透过现象看本质。
- 4 -
我们在从生产的观点来看,做任何一件事情都会牵连到有关时间、空间、人、物、方法的范畴。所以,如果要改善就必须针对这些范畴来质问和探讨。如何质疑才能使我们发掘出问题的根源?
首先我们要具备问题意识,问题意识是指人们在认识活动中,经常意识到一些难以解决或疑惑的问题及理论问题,产生一种怀疑、困惑、焦虑、探索的心理状态,这种心理又驱使个体积极思维,不断提出问题和解决问题。
然后我们要掌握质问的对象和技巧,质问的对象一般包括:对“目的”(what)的质问;对有关“人”(man)的方面的问题;对“工作顺序”(when)的质问;对“地点”(where)的质疑。
1、对“目的”(what)的质问,对现在的事物,如工作或动作,对于目标(对象)到底产生了什么作用?目的是什么?一般有以下的质问方式:做了什么?是否可以做些别的事物?为什么要这么做?做些什么比较好?这一质问的主要目的是删除不必要的工作或动作。
2、对有关“人”(man)的方面的问题,目的是改变人员的配置组合及工作分工的方式。将操作者同事间的关系,操作者与机械设备或工具的关系予以改变,观察效率是不是能提高。这个质问的目的,在寻找可能的“合并、重排、变更”的改善方向。一般有以下一系列的质问方式:是谁做的?为什么让他做?是不是可以让别人做?谁最适合做这些事?为什么不把它授权车间主任去决定?谁来办最方便?谁不可以办?谁是顾客?谁会赞成?谁被忽略?谁是决策人?谁需要来受训?谁是未来的顾客?等等。
3、对“工作顺序”(when)的质问、变更时间的顺序,包括操作发生时刻、时期、耗费时间,是不是可以启发改善的头绪?一般有一些的质问方式:在何时做的?为何要在当时做?改在别的时候做是否更有利?在何时做最好?何时要完成?需要几天才算合理?何时最切时宜?将来有和转变?等等。这一质问的目的是在寻找可能的“合并、重排、变更”的改善方向。
4、对“地点”(where)的质疑,目的是变更场所,重新布置场所内物品。使操作人员、物品位置或方向,在正确状态下。一般有以下的质问方式:在何处做的?为何要在该处做?在别处做,其效率是否更高?在何处做好?何地最最适宜?从那里买?还有什么地方可买?怎样从甲地搬运到乙地?何地销售量减少?等等。这种质问的目的在寻找“简化”和“改进”的改善方向。
有了问题意识和质问的技巧,发掘出可改善的地方,如何设计改善的构思和创意呢?改善的构想或创意并不是随手可及,随时可见的,必须经过设当的训练以及一段时间的思考、启发才能出现,尤其是一些杰出的创意更须经过无数次的失败、修正、试验之后才能获得。
为帮助大家产生创意,我们收集了一些实际上的改善创意经验,归纳成十二种创意思考法则,都是经过很多改善专家的丰富经验整理升华而得到的结晶,可提供给大家作为改善的提升。
1、正与反法则:现在的方式反过来,将会变得如何呢?里外调换、上下颠倒、职务互换、作业次序反转、由左至右改为由右至左。
2、合并与分离法则:首先将每个基本部分分解,再与其他的重新组合,是不是会有意向不到的效果呢?
3、扩大与缩小法则:改变尺寸、形状等的大小,看看会变得怎样?改为更大时的范畴是加和乘,缩小时则是减和除,根据这种原则,可以产生很多创意。
4、正常与例外法则:区别经常发生和偶然发生的实物。偶然发生的状况例外管理控制,而不要将经常发生的事物用相同的方式来管理。
5、集中与分散法则:集中在一起会怎么样?分散开来又怎么样?
6、调换顺序法则:将顺序调换,效果是不是会更好?它的后面应该加上什么?
7、替代法则:考虑用别的方式来替代现有的方式,会有什么样的结果呢?
8、模仿法则:模仿是创造的最佳触媒,借着参考现有的东西加以思考,很容易引发新的创意出来。
9、水平法则:发挥自己的想象力,考虑由水平的方向去思考,突破传统和习惯上的束缚。
10、定数与变数法则:将经常发生的事物制度化,可以产生许多简化的效果和提高效率。
11、附近与削除法则:在主体上附加额外的功能或削除部分又会怎么样?
12、剔除法则:能不能删除,删除了会怎么样?
五五法的精髓,简单来说就是:质疑加上创意,质疑是发现问题,创意是寻求解决问题的方法。

- 5 -
以上就是今天和大家分享的内容,大家对如何使用五五法做好生产管理改善工作有什么看法?或者有什么工作心得?欢迎大家在下方留言,我们一起聊聊。另外,如果觉得此文让你小有收获,别忘了转发朋友圈哦~
在广州地区的企业家朋友欢迎您带着问题来参与我们每周六开展的免费精益研讨沙龙,想参加的朋友,可以在百度直接搜索“益至咨询”就能找到我们了。
益至咨询网址:http://www.yizlean.com/
