大家好,欢迎大家阅读本期益至讲坛的内容。我们欢迎工厂企业带着问题来参与我们每周六开展的免费精益研讨沙龙。
- 1 -
工厂企业开展的TPM管理活动就像生活中的吸尘器,吸取企业各项设备中的灰尘,解决工厂企业对设备制定的管理工作的不足,而在TPM管理活动在企业推行中具有以下五大特点,我们掌握好其特点,才能更好的开展活动。
- 2 -
特点一:系统性
系统性是指TPM管理涉及企业生产系统的全方位和全过程。TPM把包括设备引进、安装、调试、使用、维护、维修、改造,直到报废更新的各个阶段作为管理对象,涉及设备的各个子系统以及设备的每一个部件、零件,构成以事后维修、预防维修、改善维修和维修预防为主导的全系统生产维修体系。同时,TPM要求对设备环境、车间以至整个生产现场实行清洁化、定置化、目视化和文明化的管理。
特点二:集合性
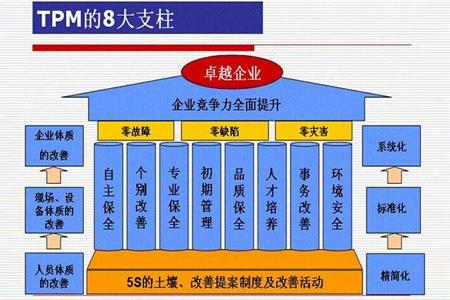
TPM管理由一些相对独立而又相互依赖的活动内容组成,这就是我们所说的TPM八大支柱,即:个别改善、自主维修、专业维修、初期管理、质量管理、安全与环境管理、事务改善、教育培训。这些活动既有区别,又有联系,相互制约,相互促进,例如维修管理影响着环境管理,环境管理又影响着质量管理,各项活动相互交织在一起,形成一个错综复杂的链和环。
特点三:开放性
作为当代企业管理的重要组成部分,TPM管理处于整个企业管理的大环境中。因此,TPM管理必将受到企业资源条件、环境条件、人员素质、管理方法和管理手段的影响和作用,同时,TPM管理状况也将作用于和影响于企业管理及其它各项专业管理。由此可知,TPM管理与所处的环境之间既有输入,又有输出,相互渗透,相互促进,每一次输入输出过程的完成,都应使企业管理、专业管理及TPM管理水平有所提高。
特点四:目标性
人类的每一项活动都是为了取得一定的效果,达到一定的目标。TPM管理也不例外,它的目标就是要不断追求企业生产效率的最大化,全面提升企业的综合素质。具体来讲,TPM管理是通过对设备的六大损失(故障损失、工艺调整损失、突停和空转损失、速度损失、废次品损失、开工损失)和生产现场的一切不良因素实施持续的改善,努力实现“5Z”(零事故、零故障、零缺陷、零库存、零差错)的目标,从而达到最佳的设备综合效率和企业经营效益,提高企业的市场竞争能力和应变能力,最终达成“3S”(员工满意、顾客满意、社会满意)的可持续发展的企业,其目标是明确的。
特点五:动态性
对于TPM管理的要求,在一定时间内是相对稳定的,但是随着企业管理水平的提高和企业生产经营活动的发展,特别是今年来所面对的世界经济全球化和国内市场国际化的新挑战和新环境,TPM管理也应与之相适应,不会也不应该停滞在一个水平上。TPM管理始终处于动态的PDCA循环过程中,才会有生命力,才会有效地发挥其独特的功能。
TPM管理活动在企业中开展的方式有很多,促使企业开展好TPM管理工作的方式也有很多,5S管理活动就是其中一种,5S管理倡导企业的人文管理,从改善企业员工素质的角度出发,改变他们对工作的态度。高素质是企业管理活动的推进器,5S管理又是企业现场管理的基础,TPM管理是企业现场设备的管理方式,所以开展好5S管理活动是做好TPM管理活动的前提。
- 3 -
除了要了解TPM管理活动的特点之外,我们还需要了解有哪些干扰因素会在执行TPM管理的过程中产生影响,继而会引起怎样的损失。
对设备造成影响的因素有很多,我们把直接影响到设备停机、故障、损耗等不良情形的各类因素叫做项目损失,为了提高设备的综合使用效率,保证产品的质量,提高生产效率需要实施TPM管理降低设备的损失,但在降低设备损失之前需要我们认识这些项目。
损失具体包括六大方面:1、故障损失;2、换装和调试损失;3、空闲和暂停损失;4、减速损失;5、质量缺陷和返工;6、开工损失,称为六大损失。
- 4 -
一、故障停机/损失
故障停机/损失是指故障停机造成时间损失和由于生产缺陷产品导致数量损失。因偶发故障造成的突然的、显著的设备故障通常是明显的并易于纠正;而频繁的、或慢性的微小故障则经常被忽略或遗漏。
由于偶发性故障在整个损失中占较大比例,所以许多企业都投入了大量时间努力寻找避免这种故障,然而,要消除这些偶发性故障是很困难的。所以,必须进行提高设备可靠度的研究,要使设备效率最大化,必须使故障减小到零,因此,首先需要改变传统故障维修中认为故障是不可避免的观点。
二、换装和调试损失
换装和调试损失是因换装和调试而导致停机和产生废品所造成的损失,一般发生在当一个产品的生产完成后,因生产另一种产品进行换装和调试的时候。为了达到单一时间内的换装(少于10分钟),可以通过明确区分内换装时间(在机器停机后才能完成操作)和外换装时间(在机器运转时可以完成操作),以及减少内换装时间来减少整个换装时间损失。
三、空闲和暂停损失
空闲和暂停损失是指由于误操作而停顿或机器空闲时发生短暂停顿而产生这种损失。例如,有些工件阻塞了滑槽顶端,导致了设备空闲;因生产了有缺陷产品,传感器报警而关闭了设备。很明显,这种停顿有别于故障停工,因为除去阻塞的工件和重新启动设备即可恢复生产。
四、减速损失
减速损失是指设计速度与实际速度的差别。速度损失对设备效率的发挥产生了较大障碍,应当仔细研究,以消除设计速度和实际速度二者之间的差别。设备实际速度低于设计速度或理想速度的原因是多种多样的,如机械问题和质量缺陷,历史问题或者设备超负荷等。通常,通过揭示潜在的设备缺陷,谨慎地提高操作者的速度有助于问题的解决。
五、质量缺陷和返工
质量缺陷和返工是指由于设备故障引起的生产过程中的质量缺陷和返工,通常,偶然性缺陷很容易重调设备至正常状态来消除,这些缺陷包括缺陷数的突然增加或其它明显的现象。而慢性缺陷的原因难于发现,常被遗漏或忽略,需要返工的缺陷发也属于慢性损失。
六、开工损失
开工损失是在生产的初期阶段(从设备启动到稳定生产)产生的损失。这些损失的数量因工序状态的稳定性,设备、夹具和模具的维护水平,操作技能的熟练程度等的不同而异。这项损失较大,而且是潜在的。在实际生产中,通常会不加鉴别地认为产生开工损失是不可避免的,因此很少加以消除。
对设备的各种损失追根究底,把源头找出来,消灭这些源头,减少设备故障的发生,延长设备的使用寿命,这正是实施TPM管理的目的所在。

- 5 -
以上就是今天和大家分享的内容,大家对做好TPM设备管理工作有什么看法?或者有什么工作心得?欢迎大家在下方留言,我们一起聊聊。另外,如果觉得此文让你小有收获,别忘了转发朋友圈哦~
在广州地区的企业家朋友欢迎您带着问题来参与我们每周六开展的免费精益研讨沙龙,想参加的朋友,可以在百度直接搜索“益至咨询”就能找到我们了。
益至咨询网址:http://www.yizlean.com/
